



Hva er en storfe-slaktelinje?
En storfeslaktelinje er en systematisk arrangert serie med maskiner, transportører, arbeidsstasjoner og verktøy som sammen utfører hele prosessen med å konvertere levende storfe til kledde kadaver klare for videre bearbeiding, kjøling eller detaljdistribusjon. Også referert til som en slaktelinje for storfekjøtt eller storfebehandlingslinje, er den den operative ryggraden i ethvert moderne slakteri eller storfekjøttforedlingsanlegg. Linjen er designet for å håndtere alle sekvensielle trinn - fra ankomst og bedøvelse av levende dyr gjennom blødning, flåing, uttagning av innvoller, splitting og siste inspeksjon - i en kontinuerlig, kontrollert og hygienisk arbeidsflyt.
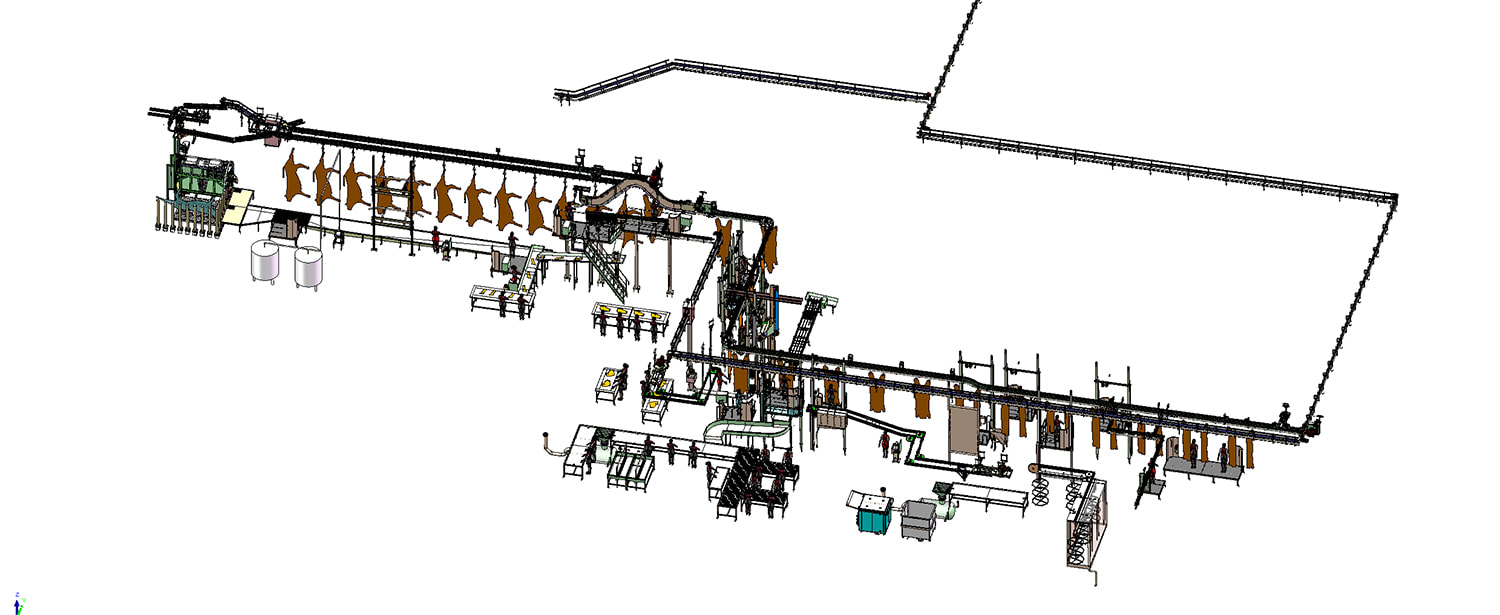
Konseptet bak en storfeslaktelinje er effektivitet gjennom sekvensiell flyt. I stedet for stasjonær behandling der arbeidere beveger seg rundt dyret, beveger kadaveret seg langs et overliggende skinnesystem mens spesialiserte arbeidere eller automatisert utstyr utfører spesifikke oppgaver på faste stasjoner. Denne tilnærmingen øker gjennomstrømningen dramatisk, reduserer risikoen for krysskontaminering og muliggjør presis kvalitets- og hygienekontroll ved hvert trinn. En godt utformet storfekjøttslaktelinje kan behandle alt fra 20 til over 400 storfe per time, avhengig av omfanget, automatiseringsnivået og størrelsen på operasjonen.
Moderne slaktelinjer for storfe er konstruert for å overholde strenge forskrifter for matsikkerhet, dyrevelferdsstandarder og miljøkrav. Enten du bygger et lite regionalt slakteri eller et storskala industrielt storfekjøttanlegg, er det viktig å forstå hvordan disse linjene er strukturert – og hva som skiller en godt bygget linje fra en dårlig designet – for å ta forsvarlige investeringsbeslutninger og oppnå sikker, effektiv og samsvarende drift.
Trinn-for-trinn-prosessen for en storfe-slaktelinje
Hver storfebehandlingslinje følger en definert sekvens av operasjoner. Hvert trinn bygger på det forrige, og hygienen, hastigheten og presisjonen på hvert trinn påvirker direkte kvaliteten og sikkerheten til sluttproduktet. Her er en detaljert gjennomgang av hele prosessen:
Oppstalling og Dyremottak
Før bearbeiding starter, holdes storfe i oppstalling - binger på slakteanlegget - i en obligatorisk hvileperiode, vanligvis 12 til 24 timer. Denne hvileperioden er kritisk for både dyrevelferd og kjøttkvalitet. Stressede dyr frigjør kortisol og tømmer muskelglykogen, noe som øker muskel-pH og fører til mørkt, fast, tørt (DFD) biff - en alvorlig kvalitetsfeil. Under oppstalling har dyr tilgang til vann, og en opplært veterinærinspeksjon før slakting utføres for å identifisere og skille dyr som viser tegn på sykdom, skade eller uegnethet til slakting. Kun dyr som består ante mortem-inspeksjon går videre til slaktelinjen.
Imponerende
Storfe blir drevet fra oppstalling gjennom en tvangsbøyle og enkeltfilsløp inn i en fantastisk boks - en smal, lukket bås som holder dyret tilbake for bedøvelsesprosedyren. Effektiv bedøvelse gjør dyret umiddelbart og irreversibelt bevisstløs før blødning, som er både et dyrevelferdskrav og et regulatorisk mandat i de fleste land. Den mest brukte metoden er penetrerende boltbedøvelse, der en pneumatisk eller pulveraktivert enhet skyter en stålbolt inn i hjernens frontallapp. Riktig plassering – rettet mot skjæringspunktet mellom to diagonale linjer trukket fra bunnen av hvert horn til det motsatte øyet – er avgjørende for en ren, effektiv bedøvelse. Noen anlegg, spesielt de som behandler for halal- eller kosher-markeder, bruker ikke-penetrerende bolter eller kontrollerte atmosfære fantastiske metoder som overholder religiøse slaktingskrav.
Sjakling og heising
Umiddelbart etter bedøvelsen lenkes dyret av ett eller begge bakbena ved hjelp av en kjetting eller sjakkel festet til overliggende skinnesystem. En talje – enten manuell eller drevet – løfter det bedøvede dyret opp fra gulvet og opp på utløpsskinnen. Hastigheten mellom bedøving og heising er kritisk: Vinduet mellom effektiv bedøving og start av blødning må minimeres - ideelt sett under 60 sekunder - for å sikre at dyret forblir bevisstløs gjennom hele blødningsprosessen og for å maksimere bloddrenering fra kadaveret.
Blødning (stikker seg)
På blødningsskinnen utfører en dyktig operatør stikksnittet - kutter de store blodårene ved bunnen av nakken (halspulsårene og halsvenene) med en lang, skarp stikkkniv. Slaktekroppen er vanligvis innelukket i et blødningsskap eller plassert over et dreneringstrau for å samle blod, som kan gjenvinnes for gjenvinning, farmasøytisk bruk eller blodmelproduksjon. Storfe blødes i minst tre til fem minutter. Ufullstendig blødning er en av de vanligste årsakene til dårlig utseende av kadaver, noe som resulterer i mørkt, blodfarget kjøtt. Ved halalslakting må stikksnittet kutte alle spesifiserte kar i en enkelt, rask bevegelse mens dyret vender mot qiblah - og prosedyren må utføres av en trenet muslimsk slakter med passende velsignelse.
Fjerning av hode og fjerning av skjul (flåing)
Etter blødning fjernes hodet ved atlasleddet og overføres til et dedikert hodeinspeksjonsstativ, hvor det gjennomgår post mortem veterinærinspeksjon for tegn på sykdom, spesielt tuberkuloselymfeknuteundersøkelse. Hodet forblir identifisert med kadaveret under hele inspeksjonen. Skinning - fjerning av skinnet - følger, og fortsetter i en definert sekvens fra underbena til kroppen. Moderne storfeslaktelinjer bruker en kombinasjon av manuelt knivarbeid ved bena, magen og ryggen, etterfulgt av en mekanisk skinntrekker som fjerner skinnet fra kadaveret i ett enkelt nedovertrekk. Skjultrekkere reduserer risikoen for å forurense kadaveret med hudbakterier betraktelig og reduserer arbeidskrav sammenlignet med hel manuell flåing.
Uttak av innvoller
Uttak av innvoller — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
Splitting
Etter fjerning av innvollene deles kadaveret på langs langs ryggvirvelsøylen i to halvdeler (sider) ved hjelp av en motordrevet båndsag eller frem- og tilbakegående kløyvesag. Delingen må følge det nøyaktige midten av ryggsøylen for å produsere symmetriske sider og for å lette fjerning av ryggmargen – et obligatorisk trinn i mange land som en del av kontroller for spesifisert risikomateriale (SRM) for bovin spongiform encefalopati (BSE). Ryggmargen, sammen med hodeskallen, ryggsøylen og annet spesifisert vev fra eldre dyr, er klassifisert som SRM og må fjernes og deponeres under strenge regulatoriske kontroller i BSE-risikoområder.
Post-mortem inspeksjon, trimming og vask
Halvparter av kadaver fortsetter til post mortem inspeksjonsstasjonen, hvor en statlig autorisert veterinær eller kjøttinspektør undersøker kadaveret, organene og hodet for tegn på sykdom, patologi eller kontaminering. Passerte kadaver kan deretter gjennomgå trimming for å fjerne synlig forurensning, blåmerker eller SRM-materiale, etterfulgt av en siste høytrykksspyling med vann for å fjerne beinstøv, overflatebakterier og eventuell gjenværende forurensning. Noen anlegg bruker også antimikrobielle intervensjoner som organiske syresprayer (melkesyre eller eddiksyre) på dette stadiet for å redusere overflatebakteriebelastninger og forlenge holdbarheten - en praksis som er standard i USA, men regulert annerledes i EU.
Veiing, gradering og nedkjøling
Inspiserte og vaskede kadaverhalvdeler veies på en in-line skinnevekt og kan graderes for kvalitets- og avkastningsklassifisering (USDA Prime/Choice/Select i USA, eller EU-klassifiseringssystemer i Europa). Skrotter blir deretter overført til kjølerom hvor de avkjøles til en indre temperatur under 7 °C (45 °F) innen en definert tidsramme - vanligvis innen 24 til 36 timer for store storfeskrotter. Rask og jevn nedkjøling er avgjørende for matsikkerhet, utvikling av mørhet og holdbarhet. Sprengningskjølingtunneler og nøye kontrollerte luftstrømsmønstre brukes i høykapasitetsanlegg for å oppnå kompatible kjølehastigheter.
Kjerneutstyr i en storfeslaktelinje
En komplett behandlingslinje for storfekjøtt inneholder et bredt spekter av spesialutstyr. Kvaliteten, utformingen og vedlikeholdet av hvert utstyr påvirker direkte gjennomstrømning, hygiene, arbeidersikkerhet og slaktkvalitet. Her er en oversikt over de essensielle utstyrskategoriene:
| Utstyr | Funksjon | Nøkkelfunksjon å evaluere |
| Imponerende Box | Begrenser dyr for bedøvelse | Dyrevelferdsdesign, enkel rengjøring |
| Captive Bolt Stunner | Gjør dyret bevisstløs | Inntrengningsdybde, vedlikeholdssikkerhet |
| Heise- og overføringssystem | Løfter skroget på lufteskinnen | Løftekapasitet, hastighet, sikkerhetsfunksjoner |
| Overhead Rail System | Flytter kadaver gjennom alle stasjoner | Skinnemåler, belastningsgrad, korrosjonsbestandighet |
| Blødende skap / trau | Samler blod under blødning | Effektivitet for blodgjenvinning, dreneringsdesign |
| Skjul puller | Fjerner skinnet mekanisk | Trekkkraft, kontroll av kadaverforurensning |
| Uttak av innvoller Platform | Høydejusterbar arbeidsplattform for organfjerning | Ergonomi, hygiene, justerbarhetsområde |
| Viscera inspeksjonsvogn | Holder organer ved siden av kadaver for inspeksjon | Identitetssporing, enkel desinfisering |
| Skrottklyvesag | Splitter kadaver langs ryggvirvelsøylen | Bladtype, kuttepresisjon, SRM-kontroll |
| Høytrykksskrottvasker | Avsluttende overflate dekontamineringsvask | Vanntrykk, dekning, vanngjenvinning |
| In-Line Rail Skala | Veier slakthalvdelene automatisk | Nøyaktighet, dataintegrasjon med anleggsstyringssystem |
| Knivsteriliseringsenheter | Desinfiserer kniver mellom kutt | Vanntemperatur (minimum 82°C), strømningshastighet |
Designprinsipper for hygiene og matsikkerhet
Hygiene er det viktigste enkeltdesignkriteriet i en storfeslaktelinje. Enhver beslutning om struktur, utstyr og arbeidsflyt må prioritere forebygging av mikrobiologisk forurensning av kadaver og tilrettelegging for effektiv rengjøring og desinfisering. Følgende prinsipper er grunnleggende for hygienisk slaktelinjedesign:
- Ren/skitten strømningsseparasjon: Linjen skal være fysisk utformet slik at den rene kadaversiden aldri krysser veier med skitne områder som hudfjerningssonen, mage- og tarmhåndteringsområder eller avfallsveier. I et godt designet anlegg følger luftstrømmen, personellbevegelsen og materialstrømmen en streng ren-til-skitten retning.
- Konstruksjon i rustfritt stål: Alle overflater, utstyrsrammer, skinner, plattformer og transportører som kan komme i kontakt med kadaver eller utsettes for blod, vann eller damp, må være laget av rustfritt stål av matvarekvalitet (vanligvis 304 eller 316). Rustfritt stål motstår korrosjon, tolererer kjemiske desinfiseringsmidler og har ingen overflateporøsitet for bakterieoppsamling.
- Knivhygienestasjoner: Flere knivsteriliseringsenheter – som inneholder vann som holdes på minimum 82 °C (180 °F) – må plasseres gjennom hele linjen slik at operatørene kan sterilisere knivene sine mellom hvert skrott. Dette er et regulatorisk krav i de fleste jurisdiksjoner og den primære kontrollen for å forhindre krysskontaminering mellom dyr.
- Retningslinjer for kontakt med null kadaver-gulv: Så snart en skrott er heist opp på overliggende skinne, må den aldri berøre gulvet, veggene eller andre ikke-desinfiserte overflater igjen. Skinnehøyde, plattformdesign og utstyrsposisjonering må konstrueres for å garantere dette gjennom hvert behandlingstrinn.
- Drenering og vannhåndtering: Gulvene må være skrånende (minimum 2 %) mot dreneringskanaler, med tilstrekkelig dreneringskapasitet for å håndtere topp vannstrøm under drift og rengjøring. Dreneringssystemer skal hindre at vann renner fra skitne til rene soner.
- Integrasjon før mortem og post mortem inspeksjon: Linjeoppsettet må gi dedikerte, godt opplyste inspeksjonsstasjoner med tilstrekkelig tilgang for den offisielle veterinæren til å undersøke kadaver, hoder og innvoller systematisk uten å avbryte linjestrømmen.
Planlegging av gjennomstrømningskapasitet og linjehastighet
Å få kapasiteten og hastigheten til en storfeslaktelinje riktig er en av de mest konsekvente ingeniørbeslutningene i anleggsdesign. En linje som er for treg legger igjen kapasitet og lønnsomhet på bordet; en som er for rask, skaper matsikkerhetsrisiko, dyrevelferdsbrudd og arbeiderskader. Slik tenker du om kapasitetsplanlegging:
Definere målgjennomstrømning
Begynn med dine realistiske daglige og årlige avlivningsmål, ta hensyn til planlagte driftstimer, skiftmønstre og sesongvariasjoner i storfetilførselen. De fleste slaktelinjer opererer ett eller to skift på åtte til ti timer per dag. Ta hensyn til planlagt nedetid for rengjøring og desinfisering - vanligvis en til to timer per skift - når du beregner netto produksjonstid. En vanlig målestokk for et middels skala slakteri er 50 til 100 hode per time; store industrianlegg opererer med 200 til 400 hode i timen.
Flaskehalsanalyse
Hver slaktelinje har en flaskehals – den enkeltstasjonen eller operasjonen som begrenser maksimalhastigheten til hele linjen. Utskjæring og splitting er vanligvis de hastighetsbegrensende trinnene. Når du planlegger en ny linje eller oppgraderer en eksisterende, identifiser flaskehalsoperasjonen og design rundt den. Å legge til automatisering ved flaskehalsen, for eksempel automatisert brystsaging eller robotutryddingssystemer, kan øke gjennomstrømningen betydelig uten proporsjonal økning i arbeidskraft.
Arbeidskrav etter gjennomstrømning
Arbeidskrav skaleres med gjennomstrømning, men ikke lineært – automatisering kan redusere arbeidsintensiteten til spesifikke oppgaver. Som en grov retningslinje for en konvensjonelt bemannet storfekjøttslaktelinje:
- 20–50 hode/time: Omtrent 15–30 slaktegulvarbeidere pluss tilsyns-, inspeksjons- og nytteansatte.
- 50–100 hode/time: Ca 30–60 slaktegulvarbeidere med mer spesialisering av oppgaver på hver stasjon.
- 100–200 hode/time: 60–120 arbeidere med høy oppgavespesialisering, ergonomisk arbeidsstasjonsdesign, og vanligvis noen automatiserte hjelpemidler for skinntrekking, brystskjæring og skrogvasking.
- 200 hode/time: Store industrianlegg i denne skalaen investerer tungt i robot- og automatiserte systemer for å håndtere arbeidskostnader, konsistens og ergonomisk skaderisiko.
Nøkkelfaktorer å vurdere når du kjøper en storfeslaktelinje
Å investere i en storfeslaktelinje er en stor kapitalbeslutning. Enten du kjøper et komplett nøkkelferdig system eller individuelle utstyrskomponenter, er dette de kritiske faktorene du bør vurdere før du forplikter deg:
- Overholdelse av lokale forskrifter: Kontroller at utstyret og linjedesignet er i samsvar med mattrygghet, dyrevelferd og miljøbestemmelser i ditt land. Be leverandøren om å gi referanser fra driftsanlegg i din regulatoriske jurisdiksjon og bekrefte at utstyret deres er akseptert av din nasjonale mattrygghetsmyndighet.
- Leverandørerfaring og referanser: Velg leverandører med dokumentert erfaring med å designe og sette i drift storfeslaktelinjer med tilsvarende kapasitet og konfigurasjon som din. Be om besøk på stedet til driftsreferanseanlegg og snakk direkte med anleggsledere om pålitelighet, ettersalgsstøtte og tilgjengelighet av reservedeler.
- Materialkvalitet og konstruksjonsstandarder: Insister på full konstruksjon i rustfritt stål for alle produktkontaktflater og våtområdestrukturer. Be om materialsertifikater og sveisekvalitetsdokumentasjon. Lavprislinjer bygget av bløtt stål eller med dårlig sveisekvalitet vil korrodere raskt og skape vedvarende hygieneproblemer.
- Automatiseringsnivå og fremtidig skalerbarhet: Vurder ikke bare dine nåværende gjennomstrømningsbehov, men din femårige vekstplan. Velg en linjekonfigurasjon som kan skaleres opp – gjennom flere stasjoner, automatiseringsoppgraderinger eller linjehastighetsøkninger – uten å kreve en fullstendig ombygging.
- Tilgjengelighet av reservedeler og lokal servicestøtte: Nedetid for utstyr i et slakteri er ekstremt kostbart. Bekreft at kritiske reservedeler er på lager lokalt eller tilgjengelig for ekspresslevering, og at leverandøren har kvalifiserte serviceteknikere som kan svare innen 24 til 48 timer på utstyrsfeil.
- Totale eierkostnader: Vurder hele livssykluskostnaden for linjen – ikke bare kjøpesummen. Faktor i energiforbruk, vannforbruk, rengjøringskjemikalier, vedlikeholdsarbeid, reservedeler og forventet produktiv levetid for utstyret. En linje av høyere kvalitet som koster 30 % mer på forhånd, men som varer i 25 år med minimal nedetid, vil nesten alltid gi bedre avkastning enn en budsjettlinje som krever hyppige reparasjoner og tidlig utskifting.
- Opplæring og igangkjøringsstøtte: En komplett nøkkelferdig leverandør bør sørge for installasjonstilsyn på stedet, igangkjøring og grundig opplæring for drifts- og vedlikeholdspersonalet. Utilstrekkelig opplæring er en av de vanligste årsakene til at nye slaktelinjer ikke presterer i forhold til designspesifikasjonene i de første månedene av drift.










